��ǰλ�ã� ��� >> ������
������
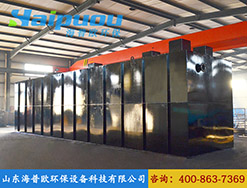
IC��������ԭ��
��
IC�������g�����ݷeؓ�ɸߣ�����������������ȸߣ����������Mˮ�ЙCؓ�ɸߣ������ɱ��ͣ��o��ϔ����O�䣬�l���^�����Ӛ��\�ӣ����ല�ϲ������Ҹ����²������Ӕ��裻���ല�o�d�w�����s�ɱ����������϶�����

��ˮ�����Ժã��������ڶ̣���������������Ըߣ�������ֳ�죬�鷴�������ن����ṩ�����l����
�߮a����:ÿ����COD�ɮa��0.58-0.6m3���h�h���^0.35����Փֵ���Ӛ����Ãrֵ�ߣ��������a��������⼃�ȸߣ�CH470%~80%��CO220%~30%�������ЙC��1%~5%��������ȼ��ʹ�ã�
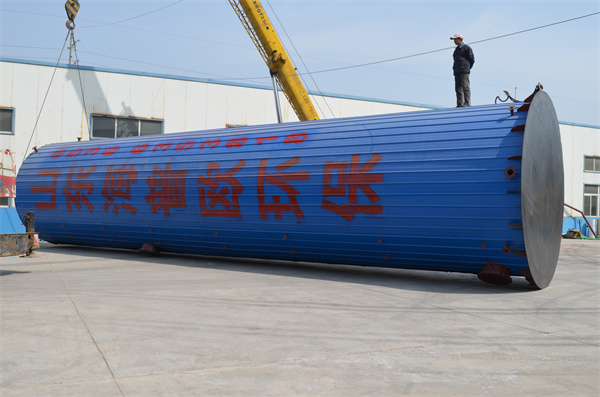
���sͶ�Y��ռ����e:IC���������ݷeؓ���ʱ���ͨUASB��������3�����ң��ஔ����ͨ��������1/4-1/3���ң�����˷������Ļ��A�OʩͶ�Y��IC������ֱ���ȴ�(һ���4-8)��ռ����eС�����_��ؓ��������:̎���͝�ȏUˮ(COD=2000-3000mg/L)�r����������ѭ�h�������_�Mˮ����2-3����̎���ߝ�ȏUˮ(COD=1�f-1.5�fmg/L)�r����ѭ�h�������_�Mˮ����10-20��������ѭ�hˮ�c�Mˮ��ֻ�ϣ����ϡ���ԭˮ�е��к����|������˶�����������^�̵�Ӱ푣�
���͜����������ضȌ�����������Ӱ���Ҫ�nj��������ʵ�Ӱ푡�����IC���������д�������ضȌ�����������Ӱ푲������@�͇��ء�ͨ��IC�����������������ڳ��ؗl�����M�У�20-25�棩���p�������������y�����s��Դ�����_pHֵ��������ѭ�h�����ஔ�ڵ�һ�����^��ˮ������������COD�D���A�Ⱦ��_pHֵ��ʹ������pHֵ�������à�B���p���Mˮ������������ȫ���w���������õؽ�Q�˂��yUASB�иߝ���ЙC�Uˮ��������x���ữ���ơ���Ч�w���������a���g�����y��

IC�������m�÷�����
�����Uˮ���ƾ��Uˮ�����ۏUˮ���켈�Uˮ���tˎ�Uˮ��������ˎ�S�����S���ء��S���ء���ù�صȣ�ʳƷ�Uˮ��